

Xiaosong Chen1 (xiaosong@georemco.com), Iain Cowie1, and Carol Winell1
1. Georemco, Orange, EUA.
Abstract
This review examines vapor extraction and treatment strategies to optimize vapor management in in-situ thermal remediation (ISTR) projects, aiming to enhance efficiency and minimize risks. It addresses critical operational challenges identified in hundreds of completed ISTR projects, comparing various vapor extraction techniques (SVE, MPE, horizontal extraction wells) and vapor treatment technologies (VGAC condensation polishing, thermal/catalytical oxidation, and C3 cryogenic treatment). The findings emphasize that appropriate selection of vapor treatment technology, informed by contaminant concentration and type, significantly affects project cost-effectiveness and regulatory compliance. High-concentration scenarios favor C3 technology, achieving lower operational costs and superior efficiency, while moderate concentrations benefit from oxidation methods.
Keywords: In situ Thermal Remediation, Vapor treatment, C3, Oxidation, VGAC
Resumo
Esta revisão examina estratégias de extração e tratamento de vapores para otimizar o gerenciamento de vapores em projetos de remediação térmica in situ (ISTR), com o objetivo de aumentar a eficiência e minimizar riscos. São abordados desafios operacionais críticos identificados em centenas de projetos de ISTR concluídos, comparando várias técnicas de extração de vapores (SVE, MPE, poços horizontais) e tecnologias de tratamento de vapores (condensação com polimento por carvão ativado granular, oxidação térmica/catalítica e tratamento criogênico C3). Os resultados enfatizam que a seleção adequada da tecnologia de tratamento de vapores, com base na concentração e tipo de contaminante, afeta significativamente a relação custo-benefício do projeto e o cumprimento regulatório. Cenários de alta concentração favorecem a tecnologia C3, que alcança menores custos operacionais e maior eficiência, enquanto concentrações moderadas se beneficiam dos métodos de oxidação.
Palavras-chave: Remediação térmica in situ, Vapor tratamento, C3, Oxidação, VGAC
1. Introduction
In-situ thermal remediation (ISTR) was originally developed as a vapor extraction enhancement technology to improve the removal of volatile and semi-volatile contaminants from soil and groundwater (Udell, 1996). Traditional remediation methods, such as Soil Vapor Extraction (SVE) and Multi-Phase Extraction (MPE), often struggle with low extraction efficiency in low-permeability soils and at sites with non-aqueous phase liquids (NAPLs). In contrast, thermal remediation significantly increases contaminant volatility and mobilization by heating the subsurface, leading to the production of large volumes of steam and contaminated vapor, which must be efficiently extracted and treated. Over the past two decades, ISTR has been successfully implemented in hundreds completed projects, demonstrating its high efficiency in remediating high-concentration source zones within a short duration of 3 to 12 months—a timeline significantly faster than traditional remediation solutions such as pump-and-treat, bioremediation, chemical injection, and monitored natural attenuation (Horst et al., 2021).
Unlike traditional SVE and MPE projects, thermal remediation generates aggressive vapor and steam production rates that can be orders of magnitude higher than conventional extraction methods (Office, 1995). This high vapor flux demands well-designed vapor extraction systems capable of handling peak production rates. However, in many field applications, vapor extraction and treatment capacity are often underestimated or improperly designed, leading to serious consequences. Undersized extraction systems can cause contamination redistribution, where volatilized contaminants migrate to otherwise clean areas, condense beneath structures, or even escape into the atmosphere, resulting in regulatory violations and secondary pollution. These risks highlight the necessity of selecting the right vapor treatment methods, ensuring sufficient system capacity, and maintaining operational flexibility to handle varying vapor loads throughout the remediation process.
This review examines vapor extraction and treatment strategies based on insights from over 50 completed ISTR projects across various contamination scenarios. The paper discusses key vapor extraction approaches, including SVE, MPE, and horizontal SVE for pneumatic control, emphasizing their effectiveness in managing vapor mobilization. Additionally, it evaluates various vapor treatment technologies, such as condensation with activated carbon polishing, thermal oxidation processes, and C3 compressed cryogenic treatment, providing an in-depth comparison of their application ranges, operational challenges, and cost considerations. By addressing common pitfalls and best practices in vapor management, this review aims to optimize thermal remediation efficiency and mitigate risks associated with vapor handling failures.
2. Heating Strategies in In-Situ Thermal Remediation
ISTR relies on the application of heat to mobilize contaminants, increase their volatility, and facilitate efficient extraction. The selection of an appropriate heating method is crucial, as it directly influences the rate and extent of contaminant removal. Various thermal approaches have been developed, each with unique mechanisms and applicability based on subsurface conditions, contaminant properties, and project objectives. These technologies have been successfully implemented in full-scale remediation projects, demonstrating high efficiency in treating a range of contaminants, including chlorinated solvents, petroleum hydrocarbons, and persistent organic pollutants (U.S.A.C.E., 2014).
Thermal conduction heating (TCH) is one of the most effective methods for remediating low-permeability formations (Sun et al., 2024). This approach involves the installation of heater wells that transfer thermal energy into the subsurface via conduction, achieving temperatures between 100°C and 350°C (Yargeau; Bierschenk, 2007) (Baker et al., 2006) (Hansen et al., 1998). A key advantage of TCH is its ability to generate uniform heating even in heterogeneous geological formations, ensuring the complete mobilization of contaminantseven from fine-grained soils such as clays and silts. TCH systems can operate using two primary heating sources: electrical heating elements or combustible fuel-based Gas Thermal Remediation (GTR) systems (Geckeler, 2016). Electric resistance heating elements are typically powered by grid electricity or onsite generators and are commonly used for smaller treatment areas. In contrast, GTR systems use gas-fired burners fueled by natural gas (NG), propane, diesel, liquefied petroleum gas (LPG), or other combustible fuels to generate heat. GTR systems are often preferred for large-scale projects due to their higher energy efficiency and lower operational costs per unit of heat delivered. The choice between electric and GTR-based TCH depends on site-specific factors, such as fuel availability, energy cost, and logistical constraints. However, the energy-intensive nature of TCH requires careful project planning to optimize energy consumption and operational efficiency.
Electrical resistance heating (ERH), in contrast, relies on the movement of an electric current through the subsurface, generating heat through the soil’s electrical resistance. This method is particularly effective in saturated zones, where the presence of water enhances conductivity and facilitates even heating (Nunez Garcia et al., 2023). ERH typically achieves temperatures up to 100°C, making it well-suited for sites where contaminants must be mobilized at or near the boiling point of water. However, this temperature limitation renders ERH unsuitable for the remediation of semi-volatile organic compounds (SVOCs), which require higher temperatures for effective removal. Furthermore, ERH performance is strongly dependent on soil electrical properties, requiring additional site investigation to characterize conductivity variations. This introduces greater complexity in system design compared to TCH, as adjustments must be made to accommodate heterogeneous subsurface conditions and optimize electrode placement for effective heating.
Steam-enhanced extraction (SEE) represents another widely applied thermal method, particularly in high-permeability formations (Davis, 1998). This technique involves the injection of steam into the subsurface, where it sweeps through the contaminated zone, displacing and volatilizing organic compounds. SEE has been particularly effective in the remediation of petroleum hydrocarbons and non-aqueous phase liquids (NAPLs), such as diesel, gasoline, and coal tar. The rapid heating capability of SEE enables the efficient mobilization of contaminants, but its effectiveness is highly dependent on soil permeability. In low-permeability formations, steam migration can be limited, requiring additional engineering controls to ensure uniform treatment.
Each of these heating methods has distinct advantages and limitations, and their selection must be tailored to site-specific conditions (Crownover et al., 2022). TCH and ERH are particularly well-suited for low-permeability soils, while SEE excels in high-permeability formations where steam can effectively displace contaminants (Davis, 1997). In recent years, newer thermal approaches have been explored, including microwave heating (Jones et al., 2002), solar-powered (Wang et al., 2024), wind-assisted, and geothermal heating technologies (Horst et al., 2018), which aim to enhance energy efficiency and reduce carbon footprints in remediation projects. Additionally, smoldering-based remediation methods such as Self-Sustaining Treatment for Active Remediation (STAR) have emerged for specialized applications, particularly in treating high-carbon contaminants like coal tar and creosote (Grant et al., 2016) (Zanoni et al., 2019)2019. While these newer technologies are still undergoing optimization for widespread implementation, they hold promise for increasing the sustainability of thermal remediation (Parker et al., 2017).
3. Subsurface Vapor Extraction System
Effective vapor extraction is critical in ISTR to ensure the safe and efficient removal of mobilized contaminants (Triplett Kingston et al., 2010). As thermal treatment generates large volumes of contaminated steam and vapor, a well-designed extraction system is required to prevent uncontrolled contaminant migration, subsurface condensation, and atmospheric emissions. As shown in Figure 1, vapor extraction systems in ISTR typically involve SVE in the vadose zone, MPE in the saturated zone, and horizontal or shallow SVE wells for pneumatic control.
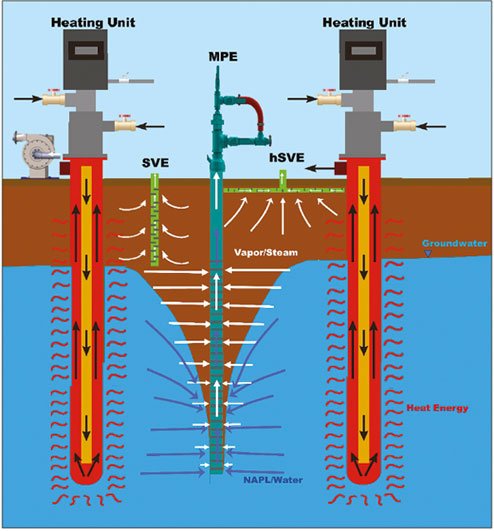
SVE is widely used to remove volatilized contaminants from the vadose zone (Engineers, 2002). In ISTR applications, the system applies a vacuum to extract vapors and steam from the heated subsurface, preventing contaminant migration. The efficiency of SVE depends on the proper spacing and placement of wells to ensure uniform vapor removal while preventing pressure buildup that could force contaminants into adjacent clean areas. In addition to vertical vapor extraction wells, horizontal or shallow SVE wells are often used for pneumatic control and condensate collection. Horizontal SVE wells placed beneath insulation layers help prevent vapor accumulation near the surface, ensuring that mobilized contaminants are efficiently removed before they can condense and cause secondary contamination. These wells are particularly important in thermal projects where surface insulation is used to retain heat in the subsurface, as the temperature gradient between the heated zone and the ambient environment can cause significant vapor condensation. In sites covered by existing infrastructure, short SVE wells may be necessary to provide localized vapor extraction, ensuring effective contaminant removal without disrupting surface conditions (Heine; Steckler, 1999).
MPE plays a crucial role in the enhanced extraction of non-aqueous phase liquids (NAPLs) during thermal remediation (Engineers, 1999). As the subsurface temperature rises to 40–70°C, the viscosity of NAPLs decreases significantly, allowing for enhanced mobility and extraction efficiency. MPE facilitates the direct removal of NAPLs in liquid form before they fully volatilize into the vapor phase, reducing the burden on vapor treatment systems. By removing NAPL-phase contaminants at elevated temperatures, MPE lowers the residual concentration of contaminants in the soil, minimizing the risks associated with excessive vapor-phase contamination, unexpected chemical transformations, or byproduct formation due to extreme heating. Without MPE, aggressive thermal treatment could lead to higher vapor concentrations, potential hydrolysis reactions, or the formation of undesirable secondary compounds, complicating treatment processes. Instead of targeting full dewatering, which is impractical in low-permeability saturated zones, MPE in thermal remediation focuses on creating a controlled depression cone along the extraction wells to establish a preferred vapor and steam pathway within the saturated zone. This ensures that volatilized contaminants and steam are collected at depth rather than relying on upward migration into the vadose zone, which could lead to uncontrolled contaminant redistribution. By maintaining a dedicated vapor collection zone within the saturated layer, MPE prevents upward contaminant movement, reducing the risk of secondary vapor plume formation or re-condensation in unwanted areas.
One of the most important considerations in the design of vapor extraction systems for thermal remediation is the reduced radius of influence (ROI) of extraction wells compared to non-thermal projects. In non-thermal SVE applications, the ROI of a single extraction well can extend between 5 and 20 meters, depending on soil permeability. However, in thermally treated sites, the ROI is significantly reduced to approximately 3–6 meters, necessitating a much higher well density. In thermally treated zones, higher vapor pressures necessitate denser extraction well networks and enhanced vacuum systems with significantly greater air-handling capacities to ensure effective contaminant capture. Similarly, MPE wells require closer spacing in thermal applications to effectively maintain vapor pathways and prevent groundwater rebound from disrupting extraction efficiency. Due to these constraints, the number of SVE and MPE wells in thermally treated sites is often increased by a factor of two to nine times compared to traditional non-thermal sites. Without sufficient well density, vapor can escape through unintended pathways, leading to fugitive emissions, contaminant redistribution, or re-condensation in colder subsurface zones. Proper well spacing and system capacity are crucial to maintaining pneumatic control, ensuring contaminant removal efficiency, and achieving remedial goals within the expected project timeline.
4. Vapor and Water Treatment System
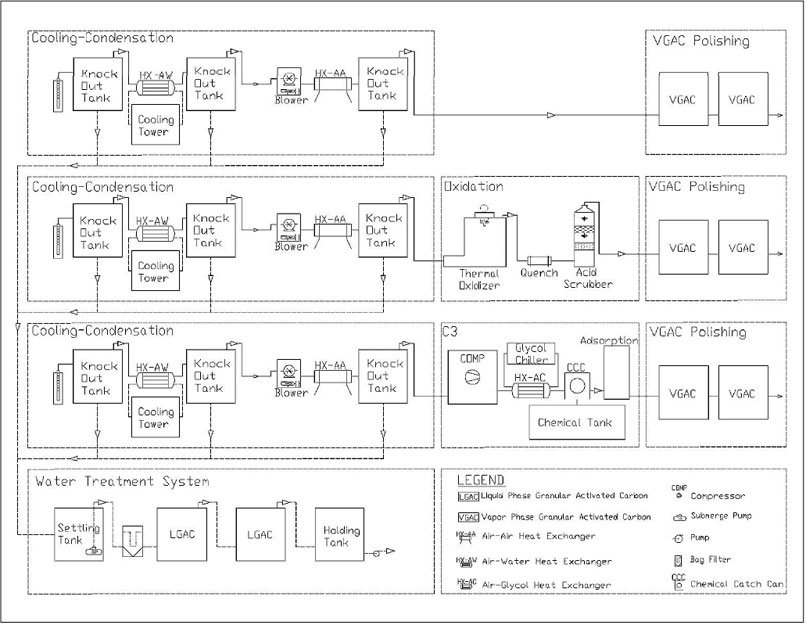
The implementation of ISTR necessitates the integration of robust vapor treatment methodologies to effectively manage the volatilized contaminants extracted from the subsurface. The selection of an appropriate vapor treatment method is paramount in ISTR projects due to the potentially high concentrations of contaminants present in the vapor phase, requiring efficient capture and treatment to prevent atmospheric emissions and secondary pollution. These vapor-phase contaminants encompass a diverse range of compounds, including hydrocarbons, chlorinated solvents, and fluorinated compounds, each often requiring tailored treatment approaches to ensure effective removal. This section provides a comprehensive discussion of the three primary vapor treatment methods employed in thermal remediation: cooling and condensation with vapor-phase granular activated carbon (VGAC) polishing, oxidation secondary treatment, and cryogenic compression and condensation (C3) technology. A process flow diagram (PFD) as in Figure 2 typically illustrates the major components of each treatment approach, providing a visual understanding of the system configurations.
4. 1. Cooling-Condensation with Vapor-Phase Granular Activated Carbon (VGAC) Polishing
Cooling and condensation, followed by VGAC polishing, represents a widely adopted vapor treatment strategy in thermal remediation processes. This method leverages the principle of phase change by cooling the extracted vapor stream to induce the condensation of water and heavier hydrocarbon compounds. This initial step of condensation serves to significantly reduce the overall vapor load, thereby enhancing efficiency and extending the lifespan of the subsequent VGAC polishing stage. The condensed liquid phase, containing a concentrated fraction of the contaminants, is then separated from the remaining vapor stream and subjected to appropriate treatment, as will be discussed in detail in subsection 4.5. The residual vapor stream, now with a reduced contaminant load, is then passed through a VGAC unit. The VGAC effectively removes the remaining volatile organic compounds (VOCs) through adsorption onto the activated carbon media (Hatton et al., 2019).
VGAC adsorption, while effective for a wide range of VOCs, possesses a finite adsorption capacity, and its efficiency can be influenced by factors such as temperature, humidity, and the presence of competing contaminants. The effectiveness of this treatment approach diminishes when confronted with higher VOC concentrations. Under such conditions, the VGAC media can become saturated relatively quickly, necessitating frequent replacement or regeneration, which can significantly impact operational costs. Moreover, high concentrations of chlorinated or fluorinated VOCs can lead to premature breakthroughs in the VGAC unit, allowing these contaminants to escape the treatment process untreated. The need for periodic replacement or regeneration of the carbon is an inherent aspect of this technology, contributing to the overall operating costs. Consequently, for scenarios involving high VOC concentrations or the presence of VOCs, it is often necessary to incorporate secondary vapor treatment technologies.
4. 2. Oxidation Technologies for Vapor Stream Treatment
Oxidation stands as a highly effective secondary methodology for the destruction of VOCs present in the vapor stream, ensuring adherence to stringent air emission standards (Baskaran et al., 2024). This approach is frequently implemented when contaminant concentrations are elevated or when condensation alone proves insufficient for adequate VOC removal. Oxidation processes achieve contaminant destruction by breaking down organic compounds into less harmful substances, primarily carbon dioxide and water, through either combustion at high temperatures or catalytic reactions at lower temperatures.
4. 2. 1. Direct Fired Thermal Oxidizers (DFTO)
Direct Fired Thermal oxidizers (DFTOs) operate at elevated temperatures, typically ranging from 850 to 1100°C, to ensure the complete combustion and destruction of VOCs. While offering high destruction efficiencies (often exceeding 99%) and the ability to handle a wide range of VOCs, TOs are characterized by significant fuel consumption due to the high operating temperatures, leading to substantial long-term operational costs. Furthermore, the high-temperature combustion process in DFTOs can generate nitrogen oxide (NOx) emissions, necessitating the implementation of additional control measures to mitigate these byproducts. Different configurations of thermal oxidizers exist, including direct-fired thermal oxidizers, which are generally the simplest and often the least expensive type, and flameless thermal oxidizers, designed for safe operation below the lower flammability limit while maintaining constant operating temperatures (Donley; Lewandowski, 2000).
4. 2. 2. Regenerative Thermal Oxidizers (RTO)
Regenerative thermal oxidizers (RTOs) represent an advancement in thermal oxidation technology, incorporating ceramic heat recovery beds to significantly enhance energy efficiency (Liu, 2024). By capturing and reusing heat from the exhaust stream to preheat the incoming vapor stream, RTOs can achieve fuel savings of up to 95% compared to conventional DFTOs. RTOs are effective for treating moderate VOC concentrations, typically in the range of 1,000 to 2,000 parts per million by volume (ppmv). However, these systems require periodic cleaning of the ceramic beds to remove accumulated particulate matter and are not ideally suited for treating high levels of halogenated compounds. The combustion of halogenated compounds in RTOs can produce corrosive byproducts such as hydrochloric acid (HCl) and hydrofluoric acid (HF), which can damage the system components. Despite these limitations, RTOs are versatile and can achieve high thermal efficiencies, making them suitable for a wide range of industries dealing with solvent fumes and odors. Potential drawbacks include susceptibility to plugging with high particulate loadings and the requirement for frequent maintenance of valves to ensure long-term operational reliability.
4. 2. 3. Catalytic Oxidizers (CO)
Catalytic oxidizers (COs) offer an alternative oxidation approach by utilizing a metal catalyst to facilitate the oxidation reaction at significantly lower operating temperatures, typically between 300 and 600°C (Zhang et al., 2016). This lower temperature operation translates to reduced fuel consumption compared to DFTO systems. COs are particularly well-suited for treating low to moderate VOC concentrations, generally ranging from 500 to 1,000 ppmv. However, the catalyst used in these systems is susceptible to deactivation when exposed to certain substances present in the vapor stream, such as sulfur compounds, particulates, or heavy hydrocarbons. This necessitates the implementation of strict pretreatment measures and frequent maintenance to ensure sustained performance of the catalytic oxidizer (Matros et al., 1996). Catalytic oxidizers can achieve high VOC destruction efficiencies by heating and maintaining a polluted airstream at a specific temperature as it passes through the catalyst material. While offering lower operating costs due to reduced fuel consumption, the initial capital cost of catalytic oxidizers can be higher than that of thermal oxidizers.
4. 2. 4. Gas Thermal Recirculating Oxidizers (GTRO)
Gas Thermal Recirculating Oxidizers (GTROs) utilize oxidation through multiple GTR heating tubes, harnessing extracted VOCs directly as fuel to optimize energy efficiency (Chen et al., 2022). This technology effectively destroys contaminants while simultaneously using the generated heat for soil remediation, making GTROs particularly suitable for sites with varying vapor load conditions.
GTRO systems utilize vacuum blowers to draw in VOC-laden air for combustion, enhancing operational safety compared to oxidizers that rely on compressed-air supply systems, thereby reducing the risk associated with explosive atmospheres. Consequently, GTROs accommodate higher inlet VOC concentrations (in ppmv) than standard TO or RTO, both of which operate under positive pressure conditions.
Additionally, the modular design, characterized by multiple independent heating tubes, allows GTROs greater flexibility in adjusting operational capacity to match fluctuations in vapor flow rates. This modular arrangement simplifies maintenance and repairs, as individual heating tubes can be serviced or replaced without significantly disrupting overall system operation.
Furthermore, the initial capital investment required for GTROs is typically lower than that for traditional oxidation systems. Thus, GTRO technology offers an economical and highly efficient oxidation-based solution, presenting distinct advantages.
4. 2. 5. Scrubber Systems
Regardless of the specific oxidation technology employed, the treatment of halogenated VOCs necessitates the integration of scrubber systems. These systems are crucial for neutralizing acidic gas byproducts, such as HCl and HF, that are formed during the oxidation of halogenated compounds. The inclusion of scrubber systems adds to the overall complexity and cost of the oxidation-based vapor treatment approach. The selection of the most appropriate oxidation technology involves careful consideration of factors such as the type and concentration of VOCs, flow rate of the vapor stream, desired destruction efficiency, and economic considerations, including both capital and operating costs.
4. 3. Cryogenic Compression and Condensation (C3) Technology
Cryogenic compression and condensation (C3) technology is a high-efficiency vapor treatment method that operates differently from oxidation-based approaches (Geckeler, 2016). The process begins with compressing the vapor stream to approximately 10 atmospheres, increasing contaminant concentration. The compressed vapor is then cooled to -40°C, causing VOCs to condense into a recoverable liquid phase. Any remaining vapor passes through an alumina absorption unit for trace contaminant removal before final VGAC polishing.
Unlike oxidation, which destroys VOCs, C3 technology removes them as a liquid phase through phase change, ensuring effectiveness regardless of inlet VOC concentration. This means C3 technology has no upper limit on influent VOC concentration, unlike oxidation, which has combustion and air permit limitations. Additionally, C3 enables direct VOC recovery, particularly for hydrocarbons like TPH, reducing the need for combustion-based treatment and lowering emissions. By capturing a significant portion of contaminants in liquid form, C3 minimizes the burden on VGAC and oxidation systems, reducing operational costs and maintenance demands. VOC reduction data further confirm C3’s robust performance, showing influent concentrations exceeding 15,000 ppmv (beyond the detectable limit of most photoionization detectors [PID]) reduced to near non-detectable (ND) levels. These results underscore C3’s superior efficiency in high-concentration thermal remediation projects. Field data from multiple ISTR sites demonstrate C3’s efficiency in removing VOC mass. Table 1 shows that tons of NAPL-phase contaminants were recovered, achieving >95% removal for highly volatile compounds such as Dichloroethene (DCE) and Vinyl Chloride (VC). Without C3, VGAC would experience rapid breakthrough of volatile VOCs, and oxidation systems would require higher fuel consumption and increased scrubber system complexity due to the extreme acid loads generated during oxidation of chlorinated VOCs.
Table 1. VOCs Mass Collection At different Treatment Stages at Three different ISTR Projects Combined with C3 Technology
| Case# | Year | Treated Vol. (m3) | Duration (Month) | Initial cooling-condensation | C3 Concentrated collection | VGAC Absorption | Emission to Air |
|---|---|---|---|---|---|---|---|
| 1 | 2024 | 29,206 | 8 | 408-kg NAPLs; 12-kg dissolved in 6.8-ton water | 2,810-kg NAPLs; 14.5-ton water | 140-kg | <8-kg |
| 2 | 2023 | 21,270 | 6 | 8,000-kg NAPLs; 96-kg dissolved in 251-tons water | 6,430-kg NAPLs; 5.4-ton water | 258-kg | <10-kg |
| 3 | 2022 | 9,000 | 5 | 1,200-kg NAPLs; 48-kg dissolved in 171-ton water | 2,620-kg NAPLs; 3.8-ton water | 412-kg | <10-kg |
The primary limitation of C3 technology is its high energy demand, which scales with vapor flow rate. A system handling 100 standard cubic feet per minute (SCFM) requires approximately 80 kilovolt-amperes (kVA), while 500 SCFM demands up to 380 kVA. This significant power consumption makes energy availability a critical factor when evaluating the feasibility of C3 deployment. Despite this, C3 technology serves as an effective pre-treatment step for high VOC loads, improving the efficiency and lifespan of downstream treatment units while reducing overall operating costs.
4. 4. Comparative Assessment of Vapor Treatment Methodologies
Each vapor treatment method discussed offers distinct advantages and limitations, making their applicability highly dependent on specific site conditions and contaminant characteristics. Selecting an appropriate methodology, as summarized in Table 2, requires careful evaluation to ensure both effectiveness and economic efficiency.
Field studies demonstrate that utilizing VGAC alone is typically inadequate for thermal projects characterized by high concentrations of VOCs. VGAC functions optimally as a secondary or polishing treatment following primary methods such as oxidation or C3.
Oxidation technologies offer high destruction efficiencies for diverse contaminants, including those inadequately adsorbed by VGAC. However, oxidation incurs substantial fuel and operational expenses, rendering it most economically practical for sites with moderate VOC concentrations. Conversely, the C3 technology, despite higher initial capital investment, yields substantial operational cost savings at sites with elevated VOC concentrations by significantly decreasing VGAC usage and eliminating fuel-related costs inherent to oxidation processes.
Table 2. Features Comparison of Three Different Vapor Treatment Technologies
| Feature | Cooling-Condensation with VGAC Polishing | Oxidation Secondary | Cryogenic Compression and Condensation (C3) |
|---|---|---|---|
| Target Contaminants | Higher boiling points VOCs and SVOCs | Hydrocarbonsand Halogenated VOCs | Broad range VOCs |
| Typical Concentration Range | Low to Moderate | Moderate to High | No limit |
| Efficiency | Moderate (dependent on VOC type and concentration) | High | Very High |
| Capital Cost | Low | Moderate to High | High |
| Operating Cost | Varied (dependent on carbon replacement frequency) | High (due to fuel consumption and Corruption) | Low to Moderate (due to electricity consumption) |
| Advantages | Simple operation, relatively low capital cost for basic systems | High destruction efficiency, effective for halogenated compounds | VOC recovery; no inlet concentration/type limits; no by-products; high uptime; significant downstream load reduction |
| Disadvantages | Limited effectiveness at high concentrations, potential for breakthrough with certain VOCs | High fuel consumption; requires scrubbers for halogenated compounds; intensive maintenance and lower uptime | High capital investment, significant power consumption |
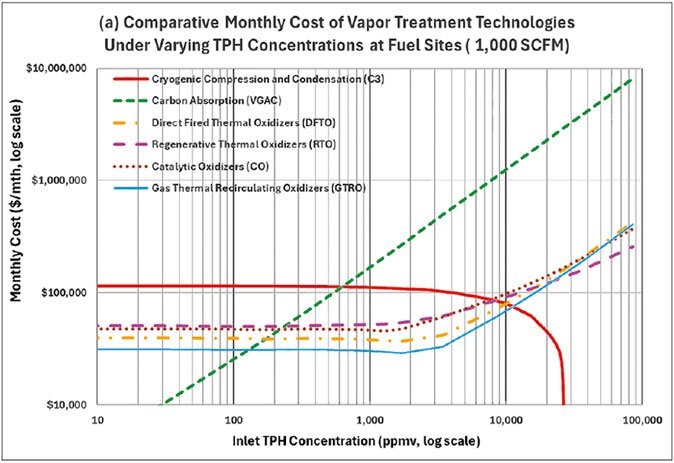
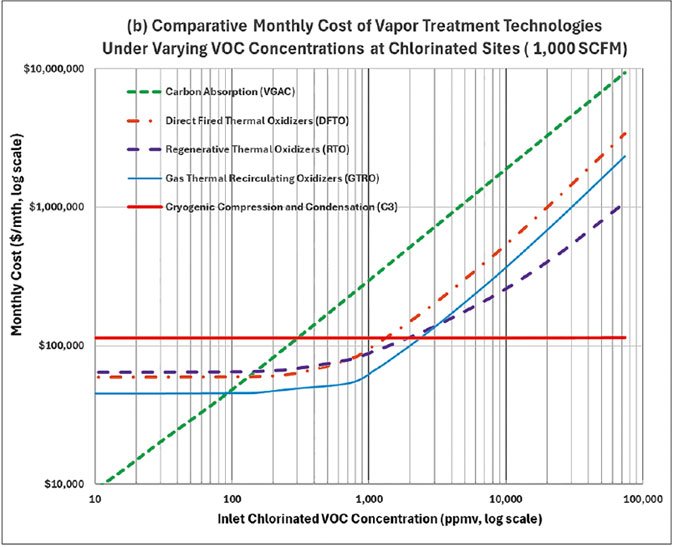
Cost comparison results shown in Figure 3 reflect two distinct vapor treatment scenarios: one for fuel-contaminated sites dominated by TPH and BTEX compounds (Figure 3a), and the other for chlorinated solvent-contaminated sites (Figure 3b). In both cases, six vapor treatment methods are evaluated, where initial vapor handling is assumed to include condensation/cooling, followed by either polishing with VGAC, four types of oxidation technologies (DFTO, RTO, GTRO, CO), or C3 as a secondary treatment. For chlorinated sites, Catalytic Oxidizers (CO) are excluded due to catalyst poisoning by halogenated compounds, leaving five technologies under comparison. The cost estimates are based on 2025 vendor quotes for equipment procurement, materials, and system rental, as well as technical and economic data compiled from the U.S. EPA’s Air Pollution Control Cost Manual (Sorrels et al., 2017).
For fuel-type vapors, C3 becomes the most cost-effective option once inlet TPH concentrations exceed ~10,000 ppmv, as the condensed hydrocarbons can be recovered and potentially resold, reducing net treatment costs. In contrast, oxidizers have upper concentration limits due to Lower Explosive Limit (LEL) concerns, which often require dilution at high concentrations, increasing operational costs. At concentrations below 100 ppmv, VGAC alone is typically sufficient. Between 100–10,000 ppmv, oxidation technologies—particularly GTRO—demonstrate the best economic performance due to manageable fuel use and high thermal efficiency.
For chlorinated vapor streams, VGAC alone remains viable under 100 ppmv. In the 100–2,000 ppmv range, oxidation technologies (especially GTRO) show favorable cost-effectiveness. At higher concentrations (>2,000 ppmv), C3 emerges as the preferred option due to its corrosion resistance, low maintenance requirements, and stable performance regardless of VOC reactivity or halogen content.
These concentration-dependent economic trends emphasize the importance of accurate site characterization and vapor profiling during technology selection. A balanced evaluation of inlet concentration, contaminant type, capital and operating costs, LEL limitations, and potential for resource recovery is critical to selecting the most appropriate vapor treatment strategy for each remediation project.
4. 5. Water Treatment for Condensate Management
The process of vapor treatment, particularly methods involving cooling and condensation, inevitably generates condensate that contains dissolved contaminants and necessitates appropriate treatment before discharge or further use. A typical water treatment train for managing this condensate often includes a series of treatment steps to ensure compliance with regulatory discharge limits and prevent secondary environmental impacts. The initial stage typically involves settling tanks, where NAPLs can be separated from the aqueous phase through gravity settling. Following this, bag filters are commonly employed to remove any fine particulate matter that may be present in the condensate stream. The final polishing step often involves the use of liquid phase granular activated carbon (LGAC) to effectively reduce the concentrations of dissolved VOCs remaining in the water. Regular sampling and analysis of the treated condensate are essential to verify its quality and ensure that it meets the required regulatory discharge limits. Effective condensate management is critical for maintaining the overall efficiency and sustainability of the thermal remediation process.
5. Conclusion
The comparative analysis of vapor extraction and treatment methodologies highlights significant operational impacts on ISTR effectiveness, cost, and compliance. Projects frequently underestimate vapor generation rates, leading to system failures, regulatory issues, and secondary contamination risks. Effective thermal remediation demands thorough site characterization, appropriate heating technology selection, and a robust vapor extraction system tailored to expected contaminant loads. Among vapor treatment technologies, C3 consistently demonstrates superior cost-efficiency at higher VOC concentrations, while oxidation processes are favorable at moderate concentrations. Ultimately, selecting optimal vapor treatment solutions is critical to achieving successful remediation outcomes, reducing environmental risks, and controlling project expenditures.
6. List of references
BAKER, R. S.; BROGAN, D.; LOTTI, M. Demonstration of Three Levels of In-Situ Heating for Remediation of a Former MGP Site. LAND CONTAMINATION & RECLAMATION, p. 8, 2006.
BASKARAN, D.; DHAMODHARAN, D.; BEHERA, U. S.; BYUN, H.-S. A comprehensive review and perspective research in technology integration for the treatment of gaseous volatile organic compounds. Environmental Research, 251, p. 118472, 2024/06/15/ 2024.
CHEN, X.; D’ANJOU, R.; GUAN, S.; ZHOU, C.; WINELL, C.; SHEN, Y.; LIU, Y. Integrated Thermal Desorption of SVOCs Using Heating Network and Vapor Recycling. In: Proceedings of the Tenth International Conference on Remediation of Chlorinated and Recalcitrant Compounds, Palm Springs, CA, USA, 2022. Battelle.
CROWNOVER, E.; JOYCE, P.; STAUCH, L.; HERON, G.; STALLINGS, P.; PENNELL, K.; WOODCOCK, M. How Much Soil Do You Have: When Does Thermal Become Economical? In: Proceedings of the Tenth International Conference on Remediation of Chlorinated and Recalcitrant Compounds, Palm Springs, CA, USA, 2022. Battelle.
DAVIS, E. L. How Heat Can Enhance In-Situ Soil and Aquifer Remediation: Important Chemical Properties and Guidance on Choosing the Appropriate Technique. EPA, U. S. : 18 p. 1997.
DAVIS, E. L. Steam injection for soil and aquifer remediation. US Environmental Protection Agency, 1998.
DONLEY, E.; LEWANDOWSKI, D. Optimized design and operating parameters for minimizing emissions during voc thermal oxidation. Metal Finishing, 98, n. 6, p. 446-458, 2000/01/01/ 2000.
ENGINEERS, U. A. C. o. Multi-Phase Extraction. 1999.
ENGINEERS, U. S. A. C. o. Soil Vapor Extraction and Bioventing. Washington, DC: U.S. Army Corps of Engineers, 2002. (Engineer Manual No. EM 1110-1-4001.
GECKELER, G. VOC source removal and off gas purification system. : GOOD EARTHKEEPING ORGANIZATION Inc. US9403122B2 2016.
GRANT, G. P.; MAJOR, D.; SCHOLES, G. C.; HORST, J. et al. Smoldering Combustion (STAR) for the Treatment of Contaminated Soils: Examining Limitations and Defining Success. REMEDIATION, 26, n. 3, p. 25, 2016.
HANSEN, K. S.; CONLEY, D. M.; VINEGAR, H. J.; COLES, J. M.; MENOTTI, J. L.; STEGEMEIER, G. L. In Situ Thermal Desorption of Coal Tar. In: Proceedings of the IGT/GRI International Symposium on Environmental Biotechnologies and Site Remediation Technologies, Orlando, FL, USA, 7–9 Dec. 1998.
HATTON, J.; DASU, K.; RICHTER, R.; FITZPATRICK, T. et al. SERDP Project ER18-1603. 2019.
HEINE, K. S.; STECKLER, D. J. Augmenting in-situ remediation by soil vapor extraction with six-phase soil heating. Remediation Journal, 9, n. 2, p. 65-72, 1999.
HORST, J.; FLANDERS, C.; KLEMMER, M.; RANDHAWA, D. S. et al. Low-Temperature Thermal Remediation: Gaining Traction as a Green Remedial Alternative. Groundwater Monitoring & Remediation, 38, n. 3, p. 18-27, 2018/08/01 2018.
HORST, J.; MUNHOLLAND, J.; HEGELE, P.; KLEMMER, M. et al. In Situ Thermal Remediation for Source Areas: Technology Advances and a Review of the Market From 1988–2020. Groundwater Monitoring & Remediation, 41, n. 1, p. 17-31, 2021.
JONES, D. A.; LELYVELD, T. P.; MAVROFIDIS, S. D.; KINGMAN, S. W.; MILES, N. J. Microwave Heating Applications in Environmental Engineering—A Review. Resources, Conservation and Recycling, v. 34, n. 2, p. 75–90, 2002.
LIU, J. A Study of Advanced RTO (Regenerative Thermal Oxidizer) Technology by Optimised Combustor Integration and Carbon-Free Fuel for Non-Carbon Emissions. 2024. Tese (Doutorado em Engenharia Mecânica) – University of Bedfordshire, Bedfordshire, UK, 2024.
MATROS, Y. S.; BUNIMOVICH, G. A.; PATTERSON, S. E.; MEYER, S. F. Is it economically feasible to use heterogeneous catalysts for VOC control in regenerative oxidizers? Catalysis Today, 27, n. 1, p. 307-313, 1996/01/29/ 1996.
NUNEZ GARCIA, A.; WANG, P.; HEGELE, P. R.; MUMFORD, K. G. Thermal Treatment of Trichloroethene by Electrical Resistance Heating: Visualization of Gas Production in Coarse Layers. Water, 15, n. 11, p. 1976, 2023.
OFFICE, U. S. E. P. A. T. I. Thermal Enhancements. US Environmental Protection Agency, Office of Solid Waste and Emergency …, 1995.
PARKER, J.; KIM, U.; FORTUNE, A.; GRIEPKE, S. et al. Data Analysis and Modeling to Optimize Thermal Treatment Cost and Performance. 2017.
SORRELS, J. L.; BAYNHAM, A.; RANDALL, D.; HANCY, C. Chapter 2 – Incinerators and Oxidizers. In: U.S. ENVIRONMENTAL PROTECTION AGENCY. Air Pollution Control Cost Manual. 7th ed. Research Triangle Park, NC: U.S. EPA, Office of Air Quality Planning and Standards, 2017. Available at: https://www.epa.gov/sites/default/files/2020-07/documents/c_allchs.pdf.
SUN, X.; ZHAO, L.; HUANG, M.; HAI, J. et al.In-situ thermal conductive heating (TCH) for soil remediation: A review. Journal of Environmental Management, 351, p. 119602, 2024/02/01/ 2024.
TRIPLETT KINGSTON, J. L.; DAHLEN, P. R.; JOHNSON, P. C.; FOOTE, E. et al. Critical Evaluation of State-of-the-Art In Situ Thermal Treatment Technologies for DNAPL Source Zone Treatment. ENVIRONMENTAL SECURITY TECHNOLOGY CERTIFICATION PROGRAM, p. 1270. 2010.
U.S.A.C.E. Design: In Situ Thermal Remediation. U.S. ARMY CORPS OF ENGINEERS, p. 243. 2014.
UDELL, K. S. Heat and Mass Transfer in Clean-Up of Underground Toxic Wastes
Annual Review of Heat Transfer, Vol. 7. New York, Wallingford, UK: Begell House, Inc., 1996. 333-405 p. 1049-0787
WANG, M.; KONG, D.; LANG, L.; WEN, G. et al.In Situ Conductive Heating for Thermal Desorption of Volatile Organic-Contaminated Soil Based on Solar Energy. Sustainability, 16, n. 19, p. 8565, 2024
YARGEAU, T.; BIERSCHENK, J. In-Situ Thermal Remediation Completed on Wood-Treatment Waste. TECHNOLOGY NEWS AND TRENDS, 2007.
ZANONI, M. A. B.; TORERO, J. L.; GERHARD, J. I. The role of local thermal non-equilibrium in modelling smouldering combustion of organic liquids. Proceedings of the Combustion Institute, 37, n. 3, p. 3109-3117, 2019.
ZHANG, Z.; JIANG, Z.; SHANGGUAN, W. Low-temperature catalysis for VOCs removal in technology and application: A state-of-the-art review. Catalysis Today, 264, p. 270-278, 2016/04/15/ 2016.